文字只能描述,而视频却能生动展现!点击播放我们的 塑料闸门来图加工定制产品视频,让视觉盛宴为您揭示产品的无限可能。
以下是: 塑料闸门来图加工定制的图文介绍

液压启闭机
河畔水利机械厂(邳州市分公司)
支持定制甄选好物


液压启闭机的详细介绍
精品优选专注品质

得天独厚的地理位置为广大的客户带来了交通运输的便利条件。 有朋自远方来不亦乐乎!河畔水利机械厂(邳州市分公司)本着技术创新、质量为本、客户至上的原则为广大用户提供满意的服务,自创立以来,积j i进取,不断创新,凭借良好的企业信誉,独特的经营风格及较强的 液压启闭机市场开拓能力,取得了一个又一个的骄人业绩,我们将以儒商风范,诚信负责的精神,竭诚欢迎各地客商莅临公司参观指导,携手共创美好明天。








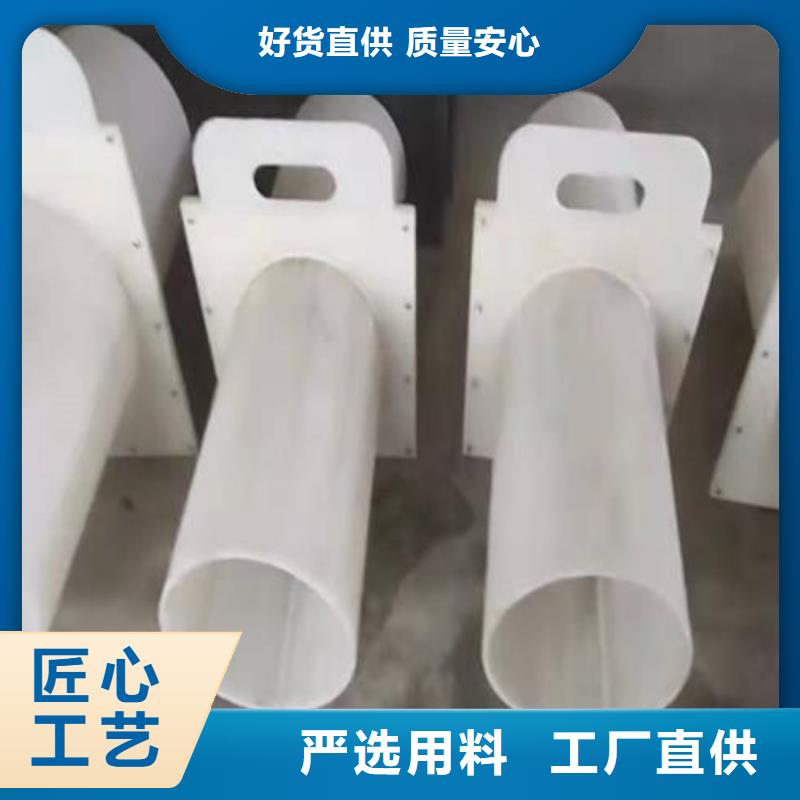
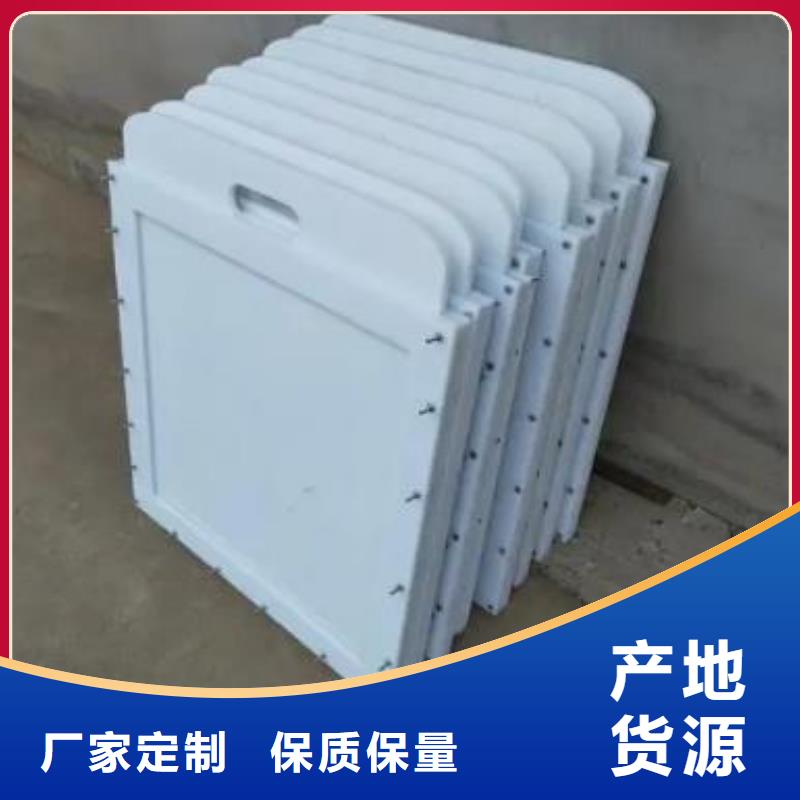
塑料闸门节吊入后与支臂下端连接,并调整面板半径合格。吊入第2节与*节对接,根据厂内预组装时的定位装置定位,并调整检查各项目合格。依次吊入所有门节,与支臂连接好后进行固定,各节之间点焊定位。
2.4、闸门焊接
门叶焊接前用样板检查面板弧度和弧面半径,以及门叶中心偏差等,检查结果合格后,经监理认可,方可进行拼装焊缝的焊接。门叶焊接按分节由下向上依次进行。每个节间焊缝焊接顺序为隔板、翼板、面板。首***行定位焊接,焊接长度为50mm以上,间距为300mm。完成后检查焊接质量,如有缺陷应后重新焊接。定位焊后进行正式焊接。焊接面板时安排6~8个焊工采用分段退步对称焊接。将正缝焊接60%~80%后,再进行背缝清根和焊接,然后将正缝焊接完成。每条焊缝均采用多层多道焊,焊缝的层间接头应错开,以保证接头焊接质量。 从事焊接的焊工和无损检测人员,必须是取得资质的合格焊工。焊条的保管、烘烤及使用按已规定的程序严格进行。